制药厂洁净室HVAC系统臭氧消毒如何验证
在制药厂,一般来说,洁净区面积较大,多有中央空调净化系统完成对各洁净区的净化消毒。传统的消毒方法是用甲醛、环氧乙烷、过氧乙酸等化学试剂熏蒸,臭氧消毒因具有高效性、环保性、广谱性、彻底性、经济性、操作简单、运行时间短的特点得到广泛应用。
臭氧(又名三子氧),分子式O3,分子量:48,是氧的同素异形体,由三个氧原子构成,臭氧在常温常压下分子结构不稳定。臭氧是一种广谱杀菌剂,具有强烈的杀菌消毒作用。臭氧它与微生物细胞中多种成分产生反应,从而产生不可逆转的变化而灭亡。
臭氧消毒是利用HVAC系统的循环风作为臭氧的载体,即将臭氧发生器生产的臭氧由HVAC系统中的净化风机产生的压力风源,扩散至整个洁净区域,并使空气中的臭氧浓度均匀,即可达到灭菌目的。
按照卫生部消毒技术规范的要求,臭氧对空气中的微生物有明显的杀灭作用,采用20mg/m3浓度的臭氧,作用30min,对自然菌的杀灭率达到90%以上。臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求60mg/m3,相对湿度≥70%,作用60min~120min才能达到消毒效果。
2003版验证指南指出:对于环境消毒效果验证的内容有:消毒条件,方法,所用介质,清洁剂,灭菌剂及浓度,消毒设备,消毒时间以及很后的环境监测。
对于臭氧消毒验证的要点为:
1.臭氧发生器的需确认和校准的技术指标主要有臭氧产量、臭氧浓度和时间定时器
根据洁净室(区)体积和系统的风管体积(或风量)、臭氧杀菌效率选用相应的臭氧发生器。
臭氧设备选择方法:利用HVAC系统集中投加时,臭氧发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实行体积由三部分组成V=V1+V2+V3,V1洁净区空间体积,V2空气净化系统体积,V3循环时空气损失体积,实际计算过程中V3等於循环系统总风量的1.1%。W=C*V/s(W:实际选用臭氧发生器的产量,单位为g/h。c:单位体积投加量v:实际臭氧消毒体积s:臭氧衰退系数。)
2.臭氧消毒重要影响因素的确定:消毒环境的温度和湿度;环境臭氧浓度;接触时间
根据资料消毒的环境条件的确定为:温度20~25℃,相对湿度60~70%。消毒时检查关健房间的臭氧浓度和换气次数少的房间的臭氧浓度。在臭氧发生器开启后第45min、60min、90min、120min各测试一次以上房间的臭氧浓度。确定稳定时间和环境臭氧浓度。
3.臭氧消毒效果验证:指示剂试验和表面污染试验等
用生物指示剂进行细菌挑战性试验,生物指示剂菌种可选用枯草芽孢杆菌孢子,在使用前要测定其初期菌数。表面微生物污染试验的方法主要有真空吸引法、培养皿接触法(取样法)、棉签擦抹法和浸渍法等。
4.消毒结束后臭氧浓度的衰减时间的确定
利用质量平衡模型和一阶衰减模型,理论上得到臭氧的衰减浓度曲线,再与实际测得的臭氧的衰减浓度曲线进行比较,进而分析理论计算值和实际测量值之的差异以及产生这些差异原因,得到了影响臭氧衰减浓度的相关因素。通过分析检测得到的臭氧浓度数据,消毒结束后臭氧浓度的衰减时间低于预先设定的时间值,即该洁净室臭氧衰减的设计时间符合劳动保护和人员安全的原则。
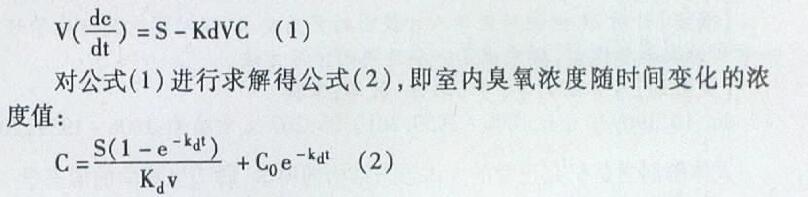
理论上,利用质量平衡方程和一阶衰减模型,得到臭氧产生和衰减的模型如公式(1)所示,通常用来预测室内臭氧从产生到衰减整个过程中任意时刻的臭氧浓度:
C:洁净室室内臭氧浓度,mg/m3;
C0:洁净室室内臭氧的背景浓度,mg/m3;
S:臭氧的发生源,mg/h;
V:被测洁净室的体积,m3;
T:时间,h;
Kd:臭氧在测试过程中的衰减系数,1/h。
由于臭氧是一种强氧化剂,具有强氧化性,它和很多物质都发生反应,因此Kd包括的因素较多,主要包括臭氧的自然衰减系数,臭氧与洁净室内墙壁的反应系数,在臭氧的输送过程中,臭氧与空调系统各部件(过滤器,送、回风管道,机组表面)的反应系数等;通常情况下Kd的值是通过在臭氧发生器打开时,浓度上升时的数据进一步回归得到的。
对于臭氧的衰减过程室内臭氧的浓度值,也就是说关闭臭氧发生器,S=0,则公式(2)简化为:
其中:C0:臭氧发生器关闭后,室内臭氧的初始浓度,mg/m3。
5.灭菌周期测试
至少连续进行3个臭氧消毒周期的房间的菌落检测,很终确认臭氧消毒周期。
参考文献
[1] CJ/T3028.2-1994臭氧发生器臭氧浓度、产量、电耗的测量.
[2] 国家食品药品监督管理局编写的《药品生产验证指南》(2003).
[3] 《消 毒技术规范》(2002).
[4] 《药品生产质量管理规范1998》-国家食品药品监督管理局.


 当前位置:
当前位置: 
 摘要
摘要

 上一篇:
上一篇: 返回列表
返回列表