葡萄酒灌装设备的臭氧清洗杀菌效果研究
臭氧适用于水质及用水量比较稳定的系统,当其发生变化时应及时调整臭氧的用量。在实际生产中,及时进行调节有一定的困难。臭氧在水中溶解性较差,其溶解能力和半衰期是影响其消毒效果的重要因素。经过除菌过滤后的软化水,水质澄清,PH 值稳定在 6—8 之间,经过处理后的水温也保持在 15℃左右。所以目前影响臭氧溶解度的就是臭氧通气流量。只要控制好臭氧出气量,就能控制臭氧的浓度。
当臭氧发生量是一定的状态下,通过系统的水量则影响着臭氧水浓度,流量越大,浓度值越低。由于灌装工艺中冲瓶水是断续工作,当喷头阀门关闭后,由于水流量瞬间降低,会导致臭氧水浓度升高,检测仪表上就会提示浓度超过标准报警。等到下一周期喷头阀门打开后,臭氧水浓度仍然在工艺要求标准值外,会对杀菌有一定影响。为了实现臭氧水浓度值的稳定,我对设备进行设计,实现了臭氧水浓度稳定恒压恒流系统。臭氧水浓度稳定恒压恒流系统包括软化水供水系统,臭氧水混合系统,臭氧水恒压恒流系统。软化水供水系统包括软化水供水槽、水泵、0.45um 过滤桶。臭氧水混合系统包括制氧机、臭氧发生器、高压水泵、臭氧混合罐、射流器及臭氧浓度在线监测仪。制氧机经过流量计连接至臭氧发生器进气口,出口经管道连接至射流器吸气口,射流器进气口管道上装有单向阀及气动截止阀。高压水泵进口与臭氧混合罐底部进水口连接,高压水泵出水口与射流器进水口连接,射流器出水口经管道连接至臭氧水混合罐上部;高压水泵、射流器、臭氧水混合罐组成循环管道。臭氧水混合罐上部有采样口,供臭氧浓度在线监测仪监测混合罐中臭氧水浓度值。臭氧水恒压恒流系统包括臭氧水回流管道、泄压阀、电磁阀及臭氧水混合罐上部出口管道上的电磁阀。回流管道连接至软化水槽,出口管道通往使用的灌装冲洗机。
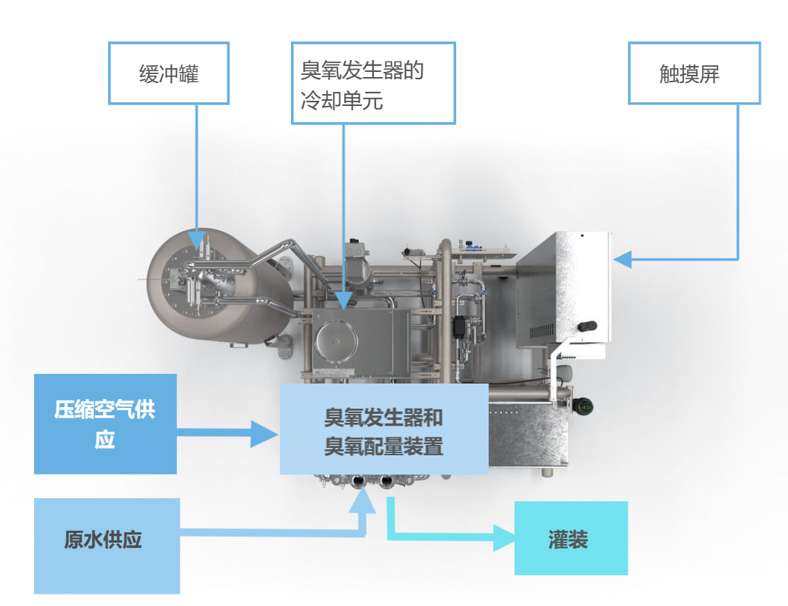
来自软化水槽 的软化水经过水泵 输送至 0.45 微米级过滤桶过滤后,输送至臭氧水混合罐 底部的进水口,提供稳定压力值(0.2MPa)的无菌水,制氧机 产生的氧气经流量计 调节流量后进入臭氧发生器 ,产生的臭氧经过管道进入射流器 的吸气口。在臭氧发生器 和射流器 之间的气管上安装有气动截止阀 和单向阀 ,防止水压过高逆流至臭氧发生器,高压水泵 在射流器 两端形成压力差,臭氧发生器 产生的臭氧经过射流器 吸气口进入臭氧水混合罐 的上部,经过循环混合均匀产生稳定浓度值的臭氧水,臭氧水混合罐 靠近出水口的地方有采样孔,臭氧浓度在线监测仪 实时采集臭氧水混合罐中臭氧水的浓度值,达到稳定浓度的臭氧水经臭氧水混合罐 上部的出水口输送至出口供灌装使用,臭氧水混合罐 上部的出水口管道通过回流管道连接至软化水供水槽 ,回流管道上的泄压阀使出水管道上的压力保持恒定,回流管道上的电磁阀和臭氧水混合罐上出口管道上的电磁阀 能调节管道中的流量,为使用端提供稳定浓度值恒定压力、流量的臭氧水。臭氧水混合罐 底部管道装有排放阀 ,在需要排放臭氧水混合罐 内的臭氧水时可以打开排放底阀 4。本系统实现了臭氧机的连续稳定运行,臭氧水的浓度值可控制在 0.1ppm 级别;恒流恒压系统能能为灌装冲洗机提供稳定压力稳定流量稳定浓度值的臭氧水。解决了原臭氧水混合系统与灌装冲洗机联动时臭氧水浓度无法稳定的问题。
经过实施,臭氧水浓度值、压力值稳定,经质检部门对冲洗杀菌后空瓶检验,无菌检测合格率达 99%以上。灌装后成品一次检验合格率达 99%以上。
摘自:葡萄酒灌装设备的清洗杀菌系统升级改造,戴远涛
(烟台张裕葡萄酿酒股份有限公司 , 山东 烟台 264000)


 当前位置:
当前位置:  摘要
摘要 上一篇:
上一篇: 返回列表
返回列表