导 读
工业废水的复杂性使得处理后稳定达标排放成为难题,高效、稳定、经济的深度处理技术是工业废水行业的重大需求之一。臭氧氧化技术被广泛应用于工业废水深度处理,但是现有臭氧曝气技术的利用率低,存在系统不稳定、成本高等技术瓶颈。本课题组提出了分段臭氧氧化工艺,第一段采用微纳气泡强化传质,开发了迷宫式水力切割微纳气泡发生技术克服了现有技术能耗高、稳定性差的瓶颈问题;第二段采用双氧水催化微纳气泡臭氧氧化,创新性地提出基于ORP的在线监测反馈技术,随水质变化实时调整臭氧、双氧水的投加量,大大降低臭氧成本,保障出水水质稳定。该技术已经成功应用在印染、制药等工业园区的废水深度处理中,保障了出水水质稳定达标。
一、背景需求
在“水十条”、“污染防治攻坚战”等政策的指导下,各地集中治理工业聚集区水污染,制定严格的流域排放标准。然而,由于工业废水的复杂性,或存在重金属、高盐、难降解有机物等难处理成分,当前工业废水集中处理存在尾水难以稳定达标的难题。开发高效、稳定、经济的深度处理技术是工业废水行业的重大需求之一。
臭氧高级氧化技术通过臭氧引发的链式反应生成氧化能力极强的羟基自由基,借助自由基与有机物间的电子转移、加合、替代,使废水中有害物质、有毒成分转变为毒性低或失去毒性的物质,是一种高效的水处理技术。相比芬顿类高级氧化技术,臭氧高级氧化处理不会引入其他离子或污染物,不需要过度调节目标水质酸碱性,几乎无二次污染,被广泛应用于难降解工业废水深度处理。
二、技术瓶颈
传统臭氧曝气技术的利用率低、系统不稳定、成本高。现有臭氧深度处理工程大部分使用传统的曝气盘投加臭氧,主要是延续了饮用水深度处理工艺的技术方案。但是,工业废水不同于饮用水,多含高盐、高悬浮物,均会导致曝气盘堵塞、设施无法正常运转。另外曝气盘产生的大气泡快速上浮,导致臭氧利用率较低,大量臭氧随尾气排出被浪费,使得处理系统的臭氧制备成本大幅上升,且存在安全隐患。
盲目使用催化氧化,固体催化剂易板结,失活快。臭氧氧化过程有臭氧直接氧化和催化氧化两大类,工业废水中含有大量可以引发臭氧生成自由基的有机物,反应初期一般不需要额外投加催化剂即可实现自催化的链式高级氧化反应,然而工程中常常盲目使用固体催化剂,导致成本增加。固体催化剂本身是多孔材料做负载,很容易板结。工业废水含有复杂有机成分以及高离子浓度容易造成催化剂中毒,丧失活性,还容易导致粉化的现象。废水的臭氧氧化过程常常会产少量絮体,长期累积也会导致催化剂被覆盖失活。
缺乏臭氧投加精准控制,无法应对水质变化,出水水质不稳定。工业废水的水质变动大,不单有机物浓度(COD浓度)波动大,而且有机物成分组成变化也很大。不同官能团的有机物和臭氧的反应机理、反应速率差异很大。但是现有臭氧处理工艺运行过程中,不能根据水质变化,精准调制臭氧投加量或者改变催化臭氧工艺参数,因此很难应对水质波动,常常导致出水不能稳定达标。
传统工业废水处理臭氧氧化工艺
三、技术原理
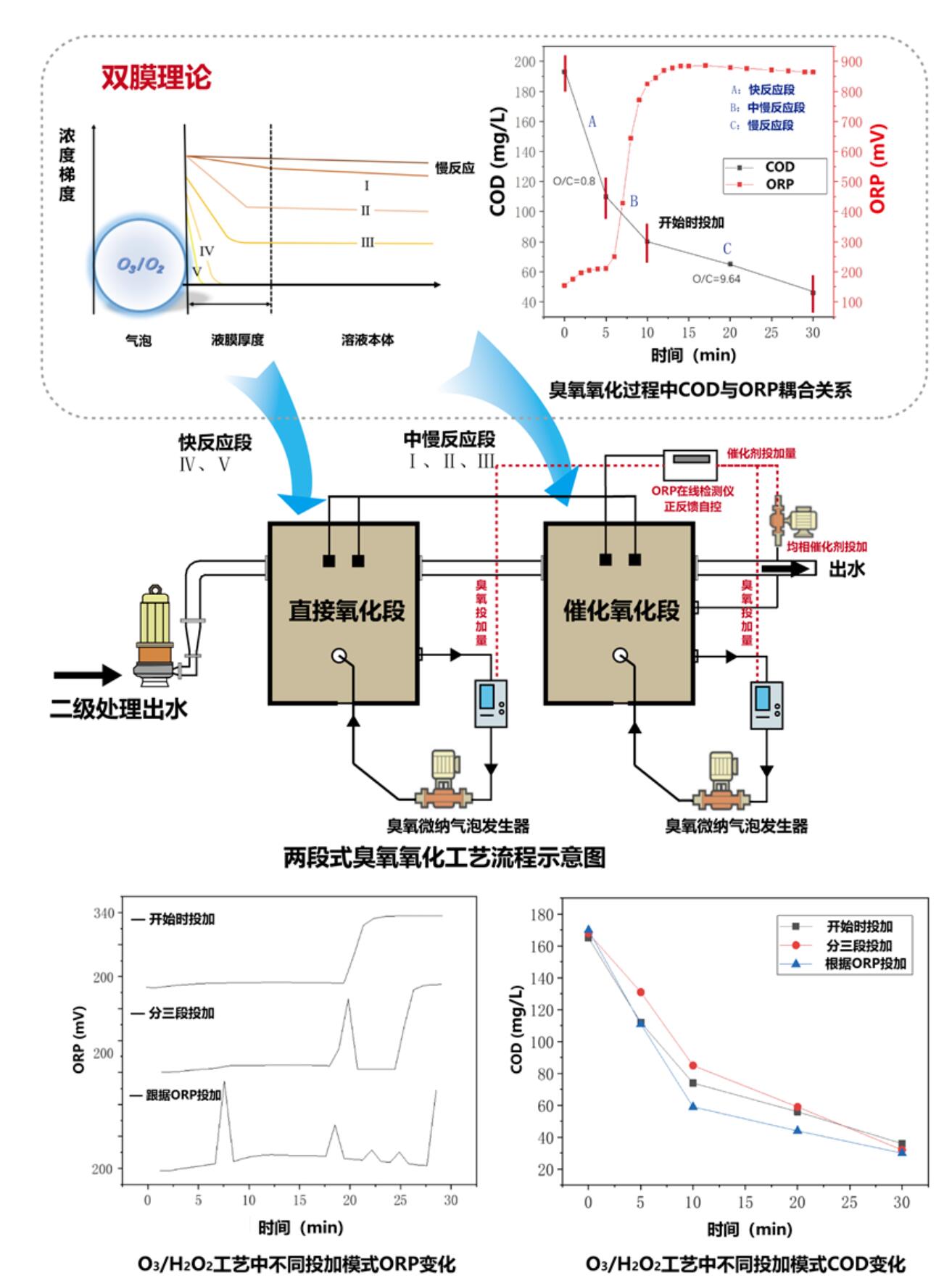
臭氧在水中氧化有机物的过程是气液传质和化学反应组成的串联多步反应。工业废水中含有大量可以引发臭氧生成自由基的有机物,反应初期有机污染物浓度高、反应速率快,整个反应过程是传质控制的,宏观反应速率取决于臭氧由气相到液相的传质速率;随着反应进行,水中残留的难降解有机物浓度越来越低,反应速率变慢,整个反应变为化学反应控制,宏观反应速率取决于臭氧和难降解有机物的反应速率。因此前段反应要考虑如何提高气液传质速率,后段反应要考虑如何提高化学反应速率。本课题组提出了分段臭氧氧化工艺,第一段采用微纳气泡强化传质,第二段采用双氧水催化微纳气泡臭氧氧化,提出基于ORP的在线监测反馈技术,根据水质变化实时调整臭氧、双氧水的投加量,大大降低臭氧成本,保障出水水质稳定达标。
微纳气泡分段臭氧氧化技术原理
微纳气泡催化臭氧,提升反应速率。微纳气泡指小于1微米的气泡,其尺寸小、比表面积大、上浮速度慢。传统臭氧鼓泡反应器采用钛板曝气,产生的臭氧气泡尺寸大小一般在厘米级,传质速率较低,限制了臭氧氧化的表观反应速率提升。臭氧从气相向液相传质的总传质系数与气液两相紊乱程度、气泡数量和气液接触面积等因素有正相关性,与气泡大小具有负相关性。因此微纳气泡可以大大提升臭氧气液传质速率。同时微纳气泡在液下具有自我收缩和破裂特性,在此过程中产生羟基自由基,从而提高臭氧氧化能力。臭氧纳米气泡的尺寸效应显现为液下长寿命,表面荷电,内部高密度,纳米气泡独特的界面性质使得臭氧微纳气泡降解污染物效率更高。(Chemosphere. 220, 1067-1074, 2019;The Journal Physical Chemistry B. 111, 11443-11446, 2007,ZL 201310426769.5)
微纳气泡催化臭氧机理
常用的微纳气泡的发生方式有水力剪切法和加压溶气释放法,前者通过管路机械结构设计产生的水力空化效应使气泡破碎为微纳米气泡;后者在加压条件下使气体溶解,在后续的减压过程中过饱和的气体析出产生微纳米气泡。前者结构简单,但是产生气泡的稳定性差;后者通常依赖气液混合泵,能耗高、效率低,且20 m³/h以上大流量旋涡泵全部依赖进口,价格昂贵。本课题组开发的迷宫式水力切割微纳气泡发生技术,组合高效相平衡和多级剪切释放的关键技术克服了现有技术能耗高、稳定性差的瓶颈问题(ZL 201921097803.8,ZL 201910761944.3,ZL 201920739934.5),无需进口旋涡泵或者大型溶气罐,可稳定生成粒径在20 um以下的微纳米气泡,臭氧利用率高于98%,解决了臭氧氧化工艺中前段快速反应的传质瓶颈问题。此外,臭氧负压进入水相,避免了臭氧泄漏,且不存在堵塞问题。
基于ORP在线反馈的分段臭氧氧化技术。废水深度处理过程中臭氧氧化到了后期,随着有机物的降解COD不断降低,进入慢速反应阶段,传质已经不是限速步骤,此时采用催化氧化、促进自由基生成,可提升化学反应速率,进一步降低COD。臭氧-双氧水(O3/H2O2)均相催化相比采用固体催化剂的非均相催出氧化可以避免长期运行中的催化剂失活问题。但是,实际工程中工业废水水质的变化给工艺稳定运行提出了挑战。本团队研究发现ORP可反映臭氧氧化过程中有机物的氧化程度,根据ORP在线监测数据识别臭氧快速、慢速反应阶段,分析水质变动的响应规律,及时调整分段臭氧投加量、催化剂H2O2投加量,实现精准控制、快速响应。基于ORP负反馈的分段臭氧氧化技术大大降低臭氧处理工艺的O/C比(每降解1mgCOD需要的臭氧量mg),保障出水水质稳定(ZL 202011535765.7)。
四、工艺效果及应用前景
应用案例一广东某印染园区污水厂的中水回用
园区污水厂设计日处理量10万吨,生化出水进入中水车间通过一级超滤-反渗透后,再进入二级超滤-反渗透处理,产水回用8.8万吨/天(88%产水回用率),其中一级和二级反渗透浓水共6.6万吨/天,采用臭氧微纳气泡工艺处理,COD去除率高于60%,采用传统的臭氧接触氧化方式COD去除率不到20%,臭氧气体利用率近100%,现场无臭氧逃逸,吨水处理成本小于0.9元/吨水。一级、二级反渗透浓水处理是整个中水回用工艺的核心,是确保中水回用膜工艺长久稳定运行的关键。
广东某印染园区污水厂的中水回用工艺流程图
应用案例二贵州某生态循环经济产业示范园污水厂
园区污水厂设计日处理量1000吨,前端采用气浮预处理,IC高效厌氧、AO工艺,深度处理采用聚铁絮凝+两段式臭氧微纳气泡高级氧化工艺。污水厂来水COD约10000 mg/L,生化出水降到300 mg/L,臭氧微气泡高级氧化工艺出水稳定小于50 mg/L。采用臭氧微气泡工艺替代原芬顿工艺,不仅解决了大量污泥问题、出水色度高的问题,吨水成本综合测算降低了1-2元。同时采用臭氧微纳气泡工艺,臭氧利用率接近100%,现场无需安装臭氧尾气破坏器,没有臭氧逃逸带来的二次污染问题。
某生态循环经济产业示范园污水厂工艺流程图
应用案例三湖北某药业股份有限公司
厂区污水站废水总量约4000吨,生化后水质COD、总氮、氨氮等达到管网接收要求,但是有机磷超标严重,生化出水有机磷高达30 mg/L。采用臭氧微纳气泡高级氧化工艺替代芬顿工艺,不仅有机磷出水稳定小于3 mg/L,达到下游接收要求,同时大幅度降低污泥处理成本。化工制药企业芬顿污泥为危废,采用臭氧工艺后危废量每日降低约90%,全年综合节约700万元左右。
技术来源与联系方式
技术来源:本技术由同济大学环境科学与工程学院李攀副教授团队和南京天祺超氧科技、上海行恒科技合作研发
联系人:李攀 博导 副教授 lipan@tongji.edu.cn
电话/微信:18917947690/panlitj
欢迎联系沟通开展产学研合作及技术推广!


 当前位置:
当前位置: 
 摘要
摘要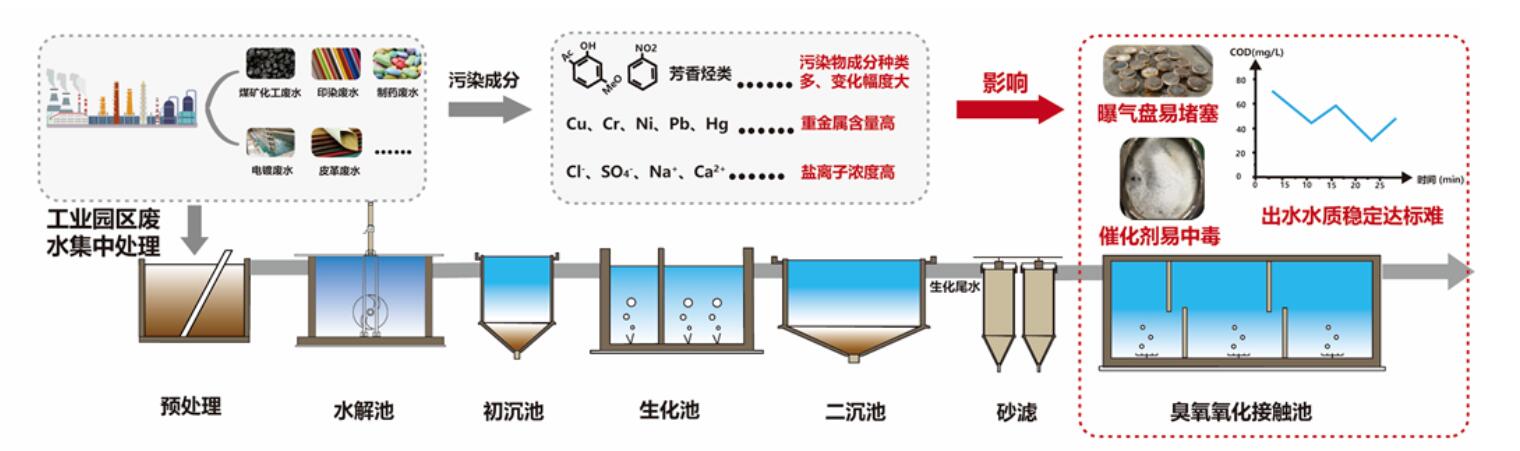


 上一篇:
上一篇: 返回列表
返回列表